機加工零件表面粗糙度檢測
機加工零件表面粗糙度是零件檢測重要之一
不同用途產品會有不同表面粗糙度的需求。
較低的光潔度對于盡快加工零件和盡量減少輔助工作量有明顯的經濟效益。何況在某些用途中,一定的粗糙性可以提高零件的功能,一般的零件都明確規定了最大和最小粗糙度值.具有一定粗糙度的表面常常可以增加漆層或其它涂層的粘附性。

比如發動機的汽缸內壁必須足夠光滑,以便為活塞環提供良好的密封表面,利于壓縮,并防止漏氣。同時,表面上具尺寸的精準測量。
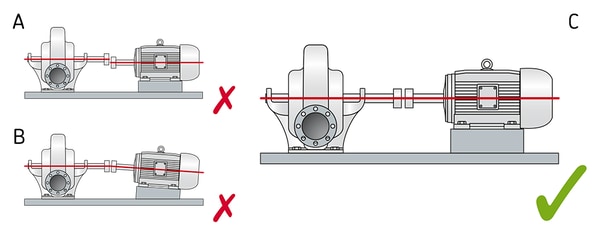
車 銑 刨 磨床以及其它加工過程中零件表面留下特殊的參差不齊現象,切削刀具的選擇 機床狀態 轉速 進刀量 振動及其它環境干攏等因素這些影響。

如上圖:刀具預調儀
表面質量控制:粗糙度,波紋度 輪廓度 內徑尺寸 外徑尺寸
粗糙度基本上就是刀具痕跡,走刀總會讓零件表面產生一些寬度和深度的槽,在磨削時,砂輪上的磨料等于無數的微小刀具,每一粗磨料都給表面留下一道痕跡。
波度的形成主要在于加工過程中刀具與工件之間的距離豐在微小的波動,由于刀具的不穩定性和振動。
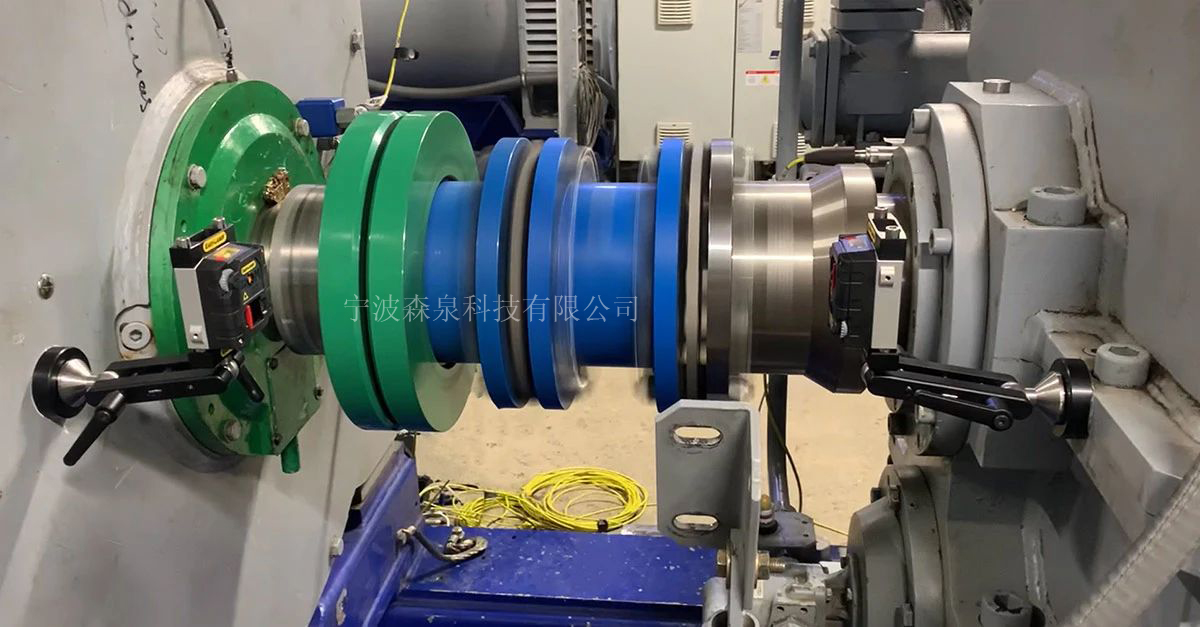
機床加工方向不直或不平就會造成輪廓誤差。通常使用輪廓儀來檢測

如上圖:輪廓儀搭載螺紋測量模塊,通過輪廓測量,可進行螺紋大徑、中經、小徑的測量,同時還可分析螺紋螺距、牙型角、錐度、齒頂圓弧、齒底圓弧、齒頂寬、齒底寬、齒高 圓度等參數