離心泵、鼓風機是化工行業常用的典型高速旋轉設備 ,主動機、從動機由膜片聯軸器聯接。 對于大型高速旋轉機械而言對中(找正)工作是非常重要的檢修環節,采用傳統的百分表安裝找正方法,需要耗費大量的人力和物力,而且時間周期也非常長。隨著科學技術的發展 ,激光對中技術近年來在安裝找正過程中應用越來越多,該技術具有方便、快捷、精確、高效等諸多特點。

一、激光對中儀工作原理
激光對中儀的測量原理與傳統的單表找正法 (翻轉法)原理相同。激光發射器通過高電壓激發出一定波長(通常為650nm)的光波,通過兩端透鏡和反射鏡的反復作用,只有平行于中心線的光束被發射出去,形成激光。Easy—Laser激光對中儀接收器采用PSD定位技術,在PSD的兩端施加電壓 ,激光打到PSD 的不同位置則會在兩端產生不同的電流 ,然后經由模數轉換器轉換為數字信號。PSD測量和讀取的是激光的能量中心,能量中心在PSD位置上的位移變化表示了設備盤車過程中的角度和位移的變化。最后通過設計好的計算程序將計算結果以數據和圖形在顯示單元 (主機)的 屏幕上給出,并顯示出非基準端設備的前、后地腳高低 方向的墊片調整值以及左右方向的調整值。
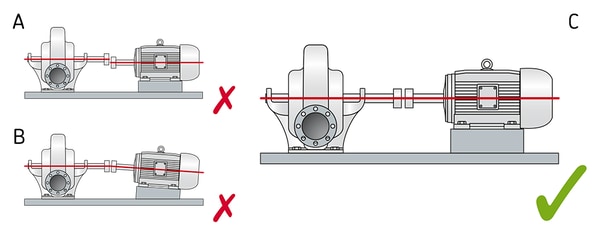
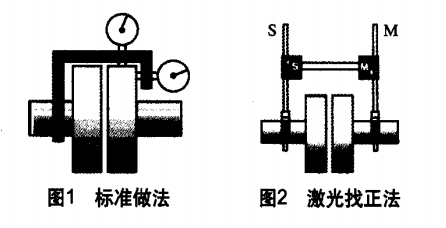
√軸對中的標準做法
如圖1所示,直到今天很多沒有激光對中儀的單位仍然使用該方法。該方法用聯軸器背部讀數差來確定位移,用端面讀數差來確定角度。該方法的主要缺點是:表架的撓度原因,長跨距的軸對中無 法作;當跨距小于100ram時,一般需要塞尺配合才能確定角度偏差;每調整一次都需要重新測量;當有軸向竄動時該方法無法使用。
如圖2所示,激光對中法。s單元與M單元固定在聯軸器的兩側,輸入兩個探測器之間的距離、探測器至調整前地腳、探測器至調整后地腳的距離等相關數據,操作完成后儀器以圖形方式自動顯示出兩臺設備之間的平行偏差和角度偏差,并自動給出可調整設備前、后地腳高低方向的墊片調整值及左右方向的調整值。
二 激光對中儀在離心泵找正中的應用實例
以某化學工業有限公司動力部調速鍋爐給水泵修理找正為例。該機組電動機和多級泵是通GWT58 無級調速型液力偶合器聯接傳遞動力。機組聯軸器找正還要求預置熱膨脹值偏差。以往采用打表法找正,需要做找正專用支架,由于跨度大表架的撓度原因,往往找正過程漫長,費時費力,找正結果誤差無法保證,導致機組開車后振動偏大或運行周期達不到修理要求。
近兩年來,某化學工業有限公司修理該機組時 則采用 Easylaser激光對中儀進行找正。由于激光對中技術精確,操作方便,不但大大提高工作效率還能有效地保證設備運行周期。
1、進入軟腳測量程序,將激光探測器轉動至12點鐘位置,調整激光束照射至靶心位置,打開目標靶,依次按照程序指定的順序松開和擰緊每個地腳螺栓,儀器顯示出每個地腳的測量結果。 2、進行設備粗調。首先將探測器轉到9點鐘的位置 ,將兩個激光束調整至目標靶的中心位置,然后將探測器轉到3點鐘的位置,檢查激光束照射在標靶的位置,調整電動機 ,使得激光的光束照射到兩個目標靶的靶心 。
3、進入時鐘測量法程序進行測量。將探測器分別轉到9、12、3點鐘的位置測量數據并確認。然后再進行預置熱膨脹值偏差輸入 ,按要求液力偶合器聯軸器 比電動機聯軸器垂直方向上在室溫30~C左右時低O.25~ 0.30mm 。
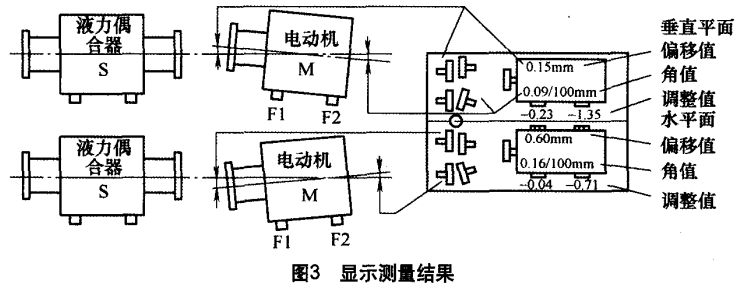
4、對測量數據進行調整 ,如圖3所示,在高低方向電動機前地腳加入0.25ram墊片 ,電動機后地腳加入1.40mm墊片。在水平方向上電動機前地腳向3點鐘方向移動0.04mm,電動機后地腳 向9點鐘方向移動0.71mm。調整結束后再進行一次時鐘法測量 ,最終測量結果數據滿足找正要求。判斷測量結果是否在允許范圍之內,可以在程序中查找通用標準要求 (該設備工作轉速為2980r/min,偏差要求為平行位移偏差控制在 0.05mm以內,角度偏差控制在0.05mm/100mm之內)。
5)進行測量數據保存,以供以后找正參考。找正過程全部結束,試車后最大振動在0.03mm以下,機組運行正常。
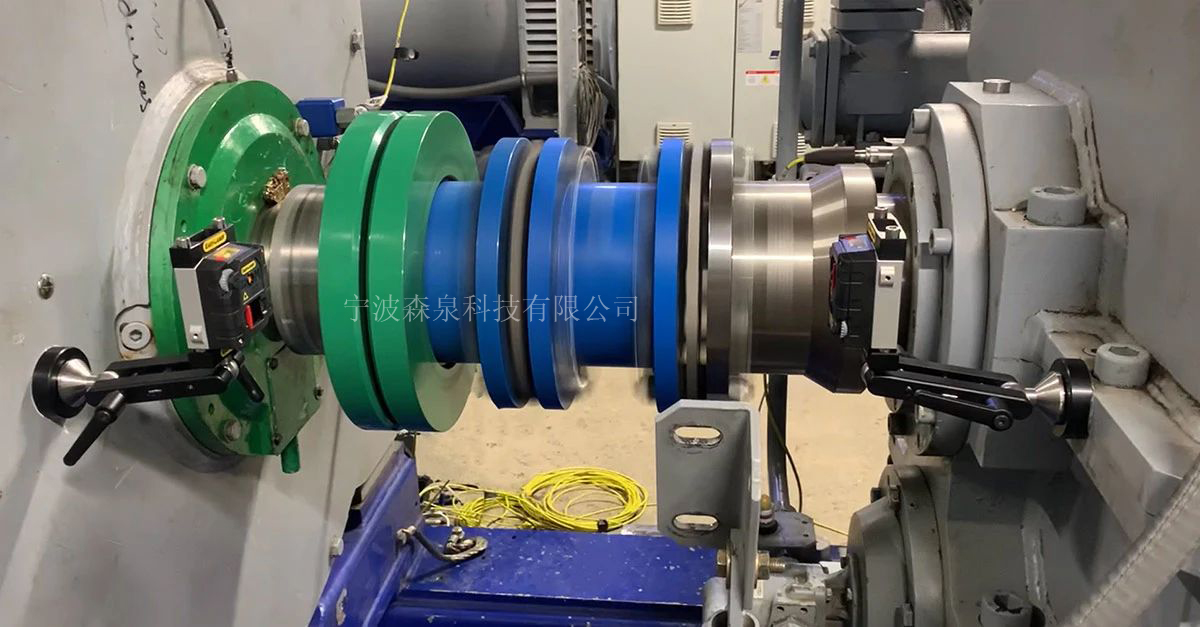
三、高速鼓風機找正中的應用實例
以某化學工業有限公司硫酸系統2000kW空氣鼓風機找正為例。該大機組是沈陽鼓風機股份有限公司生產的$2250—12型單級雙吸雙支撐鼓風機。鼓風機承擔起 整套系統的氣體輸送動力任務,為系統單臺機組,其運 轉狀態直接影響到系統運轉穩定性和系統負荷風機的振動值直接反應機組的運行狀況,而直接影響到風機振 動值的就是風機找正的精確度;
以往采用打表法找正, 需要做找正專用支架,由于跨度大表架的撓度原因,往往找正過程漫長,費時費力,找正結果誤差無法保證, 導致機組開車后振動偏大或運行周期達不到修理要求,也間接影響到生產任務的完成。因此快速、高效、精確 的找正方法可以為整個檢修施工過程節約寶貴的時間, 為公司避免因時間成本所帶來的巨大經濟損失。
找正的精度對2000kW風機這樣高速運轉的機器尤 其重要 ,該機組電動機和風機轉子是通過與增速箱的 低、高速端聯接傳遞動力,如圖4所示。機組需要進行兩次找正,電動機與增速箱低速端找正 ;風機轉子與增 速箱高速端找正。
在實際測量中,增速箱為基準設備 ,安裝S單元 ; 電動機和風機轉子為調整設備 ,在兩次找正過程中分別安裝M單元 ; F1、F2為電動機的前、后地腳支承點, F3、F4分別為風機的前、后地腳支承點。按照使用過程中步驟分步操作,圖4中已標有各點輸入間距的距離數據。激光對中儀在室外有陽光直接照射到探測器的PSD表面或有強烈的電焊弧光照射時以及環境溫度過高或過低時等 ,有可能得不到精確穩定的測量結果。
1、進入軟腳測量程序 ,對中前應進行軟腳檢查。 舊的墊片或傾斜的機座會造成機器傾斜。軟腳測試前先 F1 F2 圖3 顯示測量結果垂直平面鎖緊所有地腳螺栓 。將激光探測器轉到12點鐘位置,調整激光束打到靶心,打開目標靶,依次松開和擰緊每一個地腳螺栓 ,最后顯角值示測量結果。
2、進行粗略調整 ,用激光儀器找正前,應先進行粗略對中 (誤差在2mm內),以保證儀器 的激光束不脫離接收靶。首先,將探測器轉到9點鐘的位置,調整激光束打到對方標靶的中心位置,再將探測器轉到3點鐘的位置,檢查激光照射標靶的情況,最后調整M端可移動設備,以便激光束相互照射在標靶的靶心 。
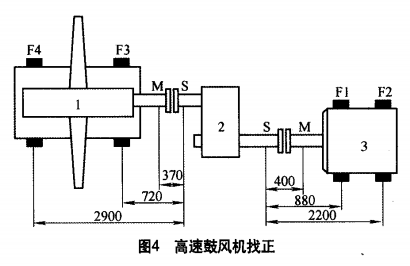
1.風機轉子 2.增速箱 3.電動機
注:S—M為兩個測量單元之間的距離。
S—F1為S測量單元到 電動機前支腳中心線的距離。
S—F2為S測量單元到 電動機后支腳中心線的距離。
S—F3為S測量單元到風機轉子前支腳中心線的距離。
s—F4為s測量單元 到風機轉子后支腳中心線的距離。
3、進入時鐘測量法程序進行測量。將軸分別轉到 9、12、3點鐘的位置測量數據并確認。按確認鍵操作完成后 ,最后顯示測量結果。
4、對測量結果進行調整,垂直方向調整,要將 s、M單元放在12點鐘位置,在垂直方向上M可移動端(電動機或轉子)前地腳減少0.04mm墊片,M端后地腳減少0.07mm墊片。水平方向調整,要將S、M單元 放在3點鐘位置 ,在水平方向上電動機 (風機轉子) 前地腳向右頂0.06mm,電動機 (風機轉子)后地腳向右頂0.12mm墊片 (面向M可移動端區分左右)。按要求加減墊片后,重復軸系對中步驟,直到數據滿足要求。判斷測量結果是否在允許范圍之內,可以在程序中查找標準要求,電動機工作轉速為2980r/min,按照 要求保證位移偏差控制在0.03mm,角度偏移量控制在 O.03mm/lOOmm之內即可。
四、結語
實踐證明激光對中技術在實際工作中具有快速、 精確、易學易用的特點。工作效率明顯提高,操作人員勞動強度大大降低。由于提高了對中精度,設備能耗得到了降低 ,同時延長了設備使用壽命,延長了設備維修周期,另外由于對中時間的大幅度降低,增加了設備產能。該技術在設備對中工作中具有廣泛的應用前景。