在談?wù)撔D(zhuǎn)機(jī)械中機(jī)器的熱膨脹以及它如何影響機(jī)器在聯(lián)軸器處的對準(zhǔn)時,我們還應(yīng)該注意其他問題。影響機(jī)械對準(zhǔn)的一個主要因素是熱膨脹引起的動態(tài)管道應(yīng)變。然而,有兩種類型的管道應(yīng)變,另一種類型也很重要。當(dāng)機(jī)器甚至不運行時,管道會產(chǎn)生靜態(tài)應(yīng)變。靜態(tài)管道應(yīng)變是機(jī)器故障的主要原因,是由于制造和/或安裝不當(dāng)、支撐不足或缺失,或管道連接后機(jī)器移動造成的。它的影響測量起來相對簡單,但它經(jīng)常被忽視,因為維修或返工被認(rèn)為成本高昂,但情況并非總是如此。
動態(tài)管道應(yīng)變更難測量,因為它只有在機(jī)器和管道處于工作條件下才會出現(xiàn)。“動態(tài)”一詞的特征是不斷的變化或運動(生長或收縮),這種運動大部分是由于溫度變化引起的——熱的或冷的。如果您參與了公司機(jī)械維護(hù)和維修或狀態(tài)監(jiān)測計劃,您可能會看到一些嚴(yán)重的機(jī)器溫度升高或降低的情況。例如,壓縮機(jī)的入口(吸入)管道可能結(jié)冰,而出口(排出)管道通常太熱,甚至無法接觸。因此,一些管道會增長,另一些管道可能會收縮。這是動態(tài)管道應(yīng)變,它會對機(jī)器產(chǎn)生很大影響。
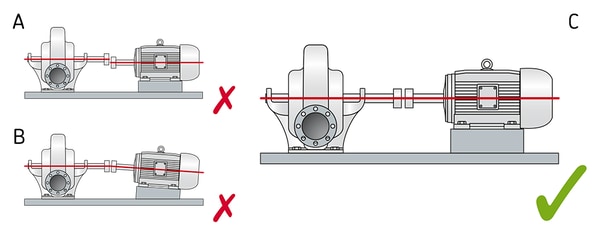
管道中的巨大溫度變化將對其所連接的機(jī)器產(chǎn)生重大影響,通常會導(dǎo)致這些機(jī)器錯位。OEM可以為您提供其機(jī)器的預(yù)期增長量,但在管道方面,您可以自行決定。這就是為什么明智的選擇是在管道系統(tǒng)和機(jī)組之間使用柔性管接頭(見下圖)。
在下面的例子中,我們在中心線正下方泵的軸承箱上讀取溫度讀數(shù)。如左下圖所示,我們可以看到激光指示器的位置,用于顯示溫度讀數(shù)。讀數(shù)為171華氏度。

我們知道環(huán)境溫度是70華氏度,所以溫差是101華氏度(T)。泵腿長16英寸(L),即從腳部到軸中心的高度。因此,如果我們想知道這個泵的熱膨脹,我們還需要知道一件事:膨脹系數(shù)(“/F)。在這個例子中,軟鋼的膨脹系數(shù)是0.0000063(”/F)(C)。我們將其乘以腿的長度(高度)(16英寸),得到0.0001。現(xiàn)在,我們將其乘以溫差(101華氏度),我們有0.010英寸(1000)的生長。是的,當(dāng)該泵的偏移公差為2千(0.002英寸)時,10千是一個很大的數(shù)
如果我們把它們加在一起,除以四4,我們得到148華氏度的平均值。當(dāng)我們?nèi)サ舡h(huán)境溫度時,得到78華氏度的溫差。如果我們把這些數(shù)字代入本文第2部分的熱膨脹公式,它看起來像這樣:
長x寬x高
= 78 F x 16″ x 0.0000063″ / F
= 0.007″ (7000)
7000(使用四個溫度讀數(shù)的平均值)和10000(使用最高讀數(shù))只給我們帶來3000的差異。不是很多,但當(dāng)2你是寬容的時候,可以有所作為。

我們讀取每臺機(jī)器大約四英尺的溫度讀數(shù)并取平均值。在我們將信息輸入到熱增長膨脹計算(T x L x C)中后,結(jié)果顯示:
外側(cè)泵足–0.007英寸(7000)的生長量。
內(nèi)側(cè)泵足–0.006英寸(6000)的生長量。
內(nèi)側(cè)馬達(dá)腳–0.004英寸(4000)的生長量。
外側(cè)馬達(dá)腳–0.002英寸(2千)的增長。
如果我畫出這些投影,你可以通過每個軸的黑色虛線看到(下圖),偏移和角度都很好,所以我們處于公差范圍內(nèi)。

重要的是,如果把結(jié)果建立在一個最高讀數(shù)的基礎(chǔ)上,就會超出容忍度。然而,從平均水平來看,我很適合上場。不采取正確的溫度讀數(shù)是一個常見的錯誤,它確實會產(chǎn)生影響。
讓我們看看另一個例子。如果我們在吹風(fēng)機(jī)出口的腳平面上讀取溫度讀數(shù)(如下圖所示),我們會得到150華氏度、150華氏度,149華氏度和146華氏度。這些讀數(shù)的平均值變成aprrox。148華氏度。環(huán)境溫度為75華氏度,相差73華氏度。如果我們使用軟鋼的膨脹系數(shù)0.0000063(“/F)(C),并將其乘以18英寸(L)——從底部到軸中心的高度——和溫度變化(T x L x C),我們應(yīng)該在出口處有0.008英寸(8000)的熱膨脹/增長。
入口的讀數(shù)要低得多,分別為67華氏度、69華氏度、78華氏度和84華氏度。平均值為74華氏度。除去環(huán)境溫度,我們得到的差值為-1華氏度。如果我們進(jìn)行熱膨脹計算(T x L x C),我們沒有增長。在對電機(jī)進(jìn)行熱膨脹計算后,我們發(fā)現(xiàn)內(nèi)側(cè)腳部的生長結(jié)果為0.003英寸(3000),外側(cè)腳部的生長為0.002英寸(2000)。這意味著鼓風(fēng)機(jī)的出口會增長,使聯(lián)軸器處的軸向下傾斜,使機(jī)器無法對準(zhǔn)。

附在機(jī)器上的是OEM指南,用于補(bǔ)償鼓風(fēng)機(jī)的熱增長。經(jīng)過一些預(yù)對準(zhǔn)檢查后,在#5處,它表示將驅(qū)動軸(電機(jī))與鼓風(fēng)機(jī)軸(從動)平行對準(zhǔn)。
然后在#5A,它說要在所有提升它的電機(jī)腳上添加0.008英寸(8000)的墊片。
在#5B處,它說在鼓風(fēng)機(jī)的入口端加上.012英寸(12千)。
最后,在#5C,它說必須在機(jī)器運行到完全工作溫度后進(jìn)行熱對準(zhǔn)測量和校正。
為了直觀地看到這一點,我們可以制作一個簡單的圖表。我們使用的比例是水平面上的每個小方框(穿過頁面)代表2英寸。對于垂直平面,每個小方框(在頁面上下移動)代表0.002英寸(2千)。

在OEM指南上,#5說要對齊軸,我們已經(jīng)使用紅色虛線上的兩個黑色軸顯示了這一點。
然后#5A和5B表示,將0.008〃(8000)添加到電機(jī)的所有腳部,將0.012〃(12000)添加到鼓風(fēng)機(jī)的入口腳部。您可以看到,這是由每臺機(jī)器的紅色軸表示的。
一旦機(jī)組啟動并運行到完全工作溫度,我們就可以進(jìn)行測量,然后根據(jù)這些測量計算熱增長。我們在出口處得到0.008英寸(8千),在入口處得到0.000英寸(0千),發(fā)動機(jī)前腳部得到0.003英寸(3千),后腳部得到0.002英寸(2千)。這些增長數(shù)字由綠色軸表示,正如你所看到的,它非常接近公差范圍。
通過進(jìn)行熱對準(zhǔn),我們將能夠?qū)ζ溥M(jìn)行微調(diào),使其成為精確對準(zhǔn)。我們認(rèn)為這是原始設(shè)備制造商提供的很好的信息。由于環(huán)境溫度或進(jìn)入進(jìn)氣口的空氣溫度等原因,您并不總能獲得與本指南保持良好一致所需的所有信息。然而,根據(jù)機(jī)械師對這臺機(jī)器的經(jīng)驗,指南可以給你一個很好的估計,這樣你在啟動時就會很接近。
我們一直在做的是讓您對熱增長有一個實際的了解。如何能夠使用一個簡單的公式來測量和計算它將增長多少。圖形是直觀地查看到機(jī)器生長的一種有用方式。然而,這不是一門精確的科學(xué),它會讓你非常接近。它之所以不準(zhǔn)確,是因為與機(jī)器單元相關(guān)的所有變量都可能產(chǎn)生影響。我們已經(jīng)經(jīng)歷了其中的一些問題,包括管道應(yīng)變、不正確的溫度測量讀數(shù),以及遵循正確的OEM指南。其他一些因素包括機(jī)器腳部的尺寸、外殼的設(shè)計以及機(jī)器內(nèi)部和周圍的氣流。由于所有這些變量都會影響機(jī)組,測量熱增長可能很困難,但這比忽略它的替代方案要好得多!
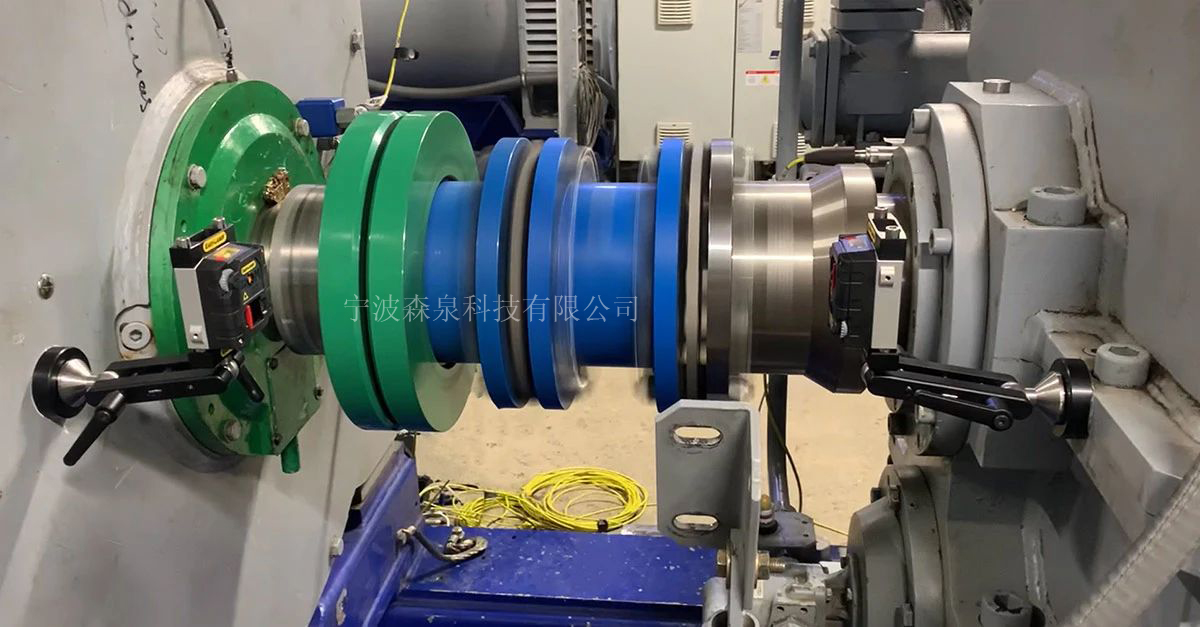
我們的專業(yè)水平軸對準(zhǔn)系統(tǒng)可以通過連接在機(jī)器上的專用支架測量機(jī)器的實時運動。當(dāng)安裝在管道上時,它還可以在水平面和垂直面上提供實時讀數(shù),如下圖所示。

我們所有的軸系統(tǒng)都可以提供實時讀數(shù),可用于測量管道應(yīng)力;例如在連接或斷開管道時。事實上,由于熱膨脹和機(jī)器外殼應(yīng)力的原因,有很多方法可以測量機(jī)器運動,例如光學(xué)儀器,甚至內(nèi)部微米和工具球設(shè)置。我們也可以使用幾何激光進(jìn)行測量(如下圖)。然而,設(shè)置這種類型的設(shè)備既耗時又昂貴。如果機(jī)器出現(xiàn)問題是合理的,但對于普通機(jī)器來說,這是不合理的。這就是為什么我們建議進(jìn)行熱增長計算以及熱對準(zhǔn)測量。

許多OEM建議將熱對準(zhǔn)檢查作為其初始安裝程序的一部分。然而,一些公司傾向于不這樣做,因為這被認(rèn)為是不安全的。這是因為應(yīng)在機(jī)器裝置關(guān)閉后盡快進(jìn)行測量。這并不意味著你必須以不安全的方式工作。這確實意味著應(yīng)該精心規(guī)劃,并以可控的方式遵守所有安全要求。是的,機(jī)器會很熱,所以必須小心——但作為維護(hù)專業(yè)人員,這就是我們所做的!我想指出的是,在嘗試這類工作之前,應(yīng)該由安全委員會進(jìn)行審查,以便所有人都了解要求、程序等。
同樣,進(jìn)行熱校準(zhǔn)并不是一門精確的科學(xué),因為有很多變量。我知道一些公司會在機(jī)器達(dá)到工作溫度后立即進(jìn)行一次,然后在一天后再進(jìn)行一次確認(rèn)。例如,齒輪箱中的熱變化可能很難計算。許多大型齒輪箱將在水平面和垂直面上生長。因此,熱對準(zhǔn)將被視為完成這項工作的最佳方式。
本文旨在向您介紹熱膨脹的一些概念,以及如何測量熱膨脹、繪制熱膨脹圖以及了解導(dǎo)致熱膨脹的主要因素的一些簡單方法。這是為了更好地了解這個問題,以及使用一些簡單的技巧,例如在使用平均值的同時在哪里進(jìn)行正確的溫度測量,并注意OEM指南,如何有助于整個校準(zhǔn)過程。這些都是我們不常考慮的事情。它并不是為了涵蓋一些操作溫度非常高的機(jī)器上存在的一些更復(fù)雜的挑戰(zhàn)而寫的。人們可能會期望機(jī)器制造商會為這種機(jī)器制定一個有文件記錄的程序。如果沒有,將進(jìn)行激光實時測量,以查看機(jī)器的實際運動。