船舶作為一種重要的交通工具,需要經常性地進行維護與修理,以延長其壽命并減少故障發生。預防性維護是船舶維護與修理的核心要義之一。通過定期檢查和保養,可以及早發現船舶存在的問題,并進行修復,從而避免問題進一步惡化。預防性維護的措施包括但不限于以下幾個方面:
1.樘桿繞度測量;
2.2個鏜排對鏜回轉中心定位;
3.柴油機下沉量測量;
4.基座平面度測量;
5.克令吊法蘭平面度測量;
6.艉管孔同心度測量;
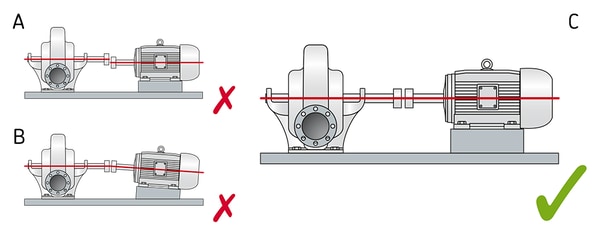
7.轉軸對中和立軸對中,機組對中;
8.艉管孔圓度測量;
9.實時監測測量;
10.艉管照光(和艉管調整);
應用案列 :
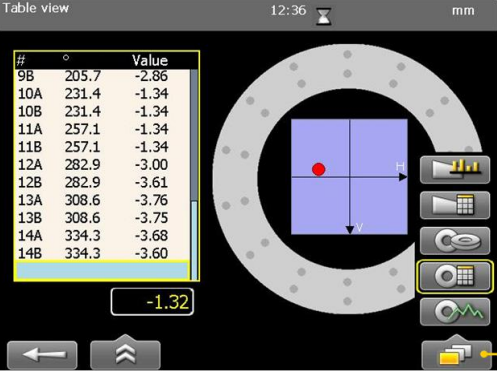
1、艉管同心度測量(D75激光發射器+M激光接收器)
照光、復光測量、多點孔同心度測量(測量橢圓度)、實時測量軟件, 測量距離40米;
最大直徑100-4000mm, 精度0.001mm;
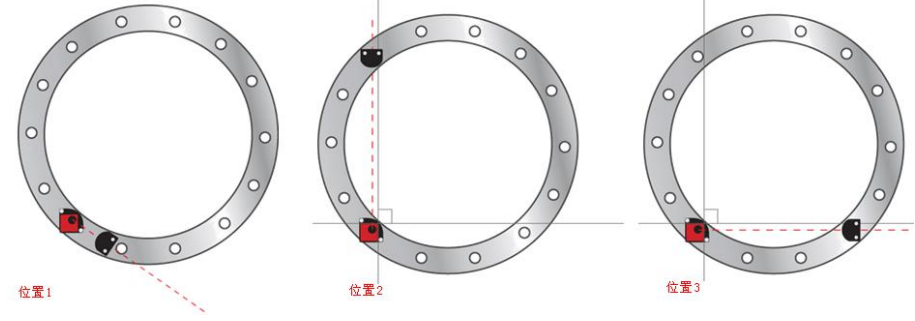
測量艉管同心度測量:
測量步驟:
①粗調激光,使激光在位置1和位置3均打到靶上或者將激光穿過首基準點和尾基準點。
②將探測器放置在位置1,旋轉自定心支架,在孔上測量三個位置(每個位置間隔大于45度)依次記錄測量值,得到孔的中心相對于激光的偏差。

③將探測器放置到位置3,重復步驟②的操作。
④將首尾兩個測量點的測量值置0.
⑤將探測器依次放置在位置2,重復步驟②的操作.
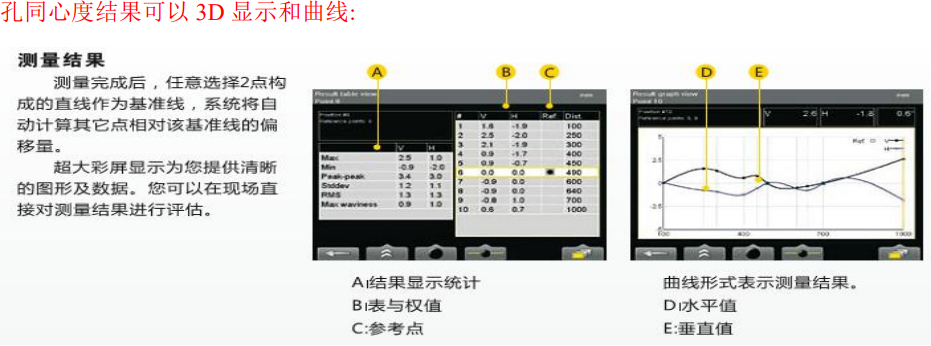
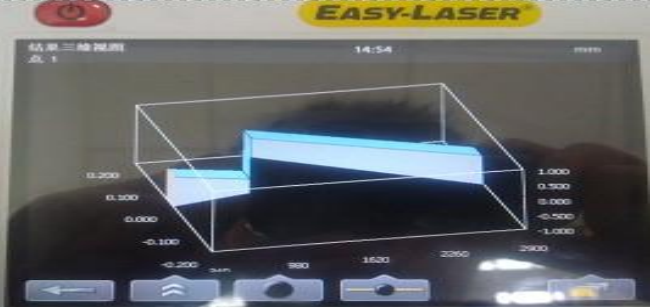
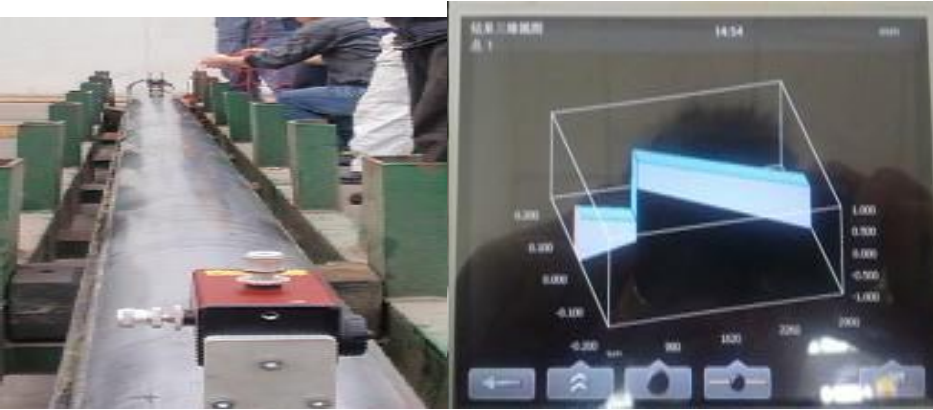
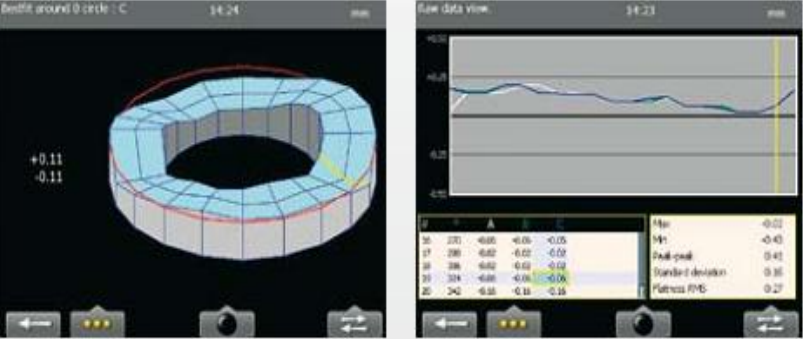
⑥得到艉管整體同心度。孔同心度結果可以3D顯示和曲線:
2、兩個鏜排對鏜回轉中心定位
測量方法:
利用軸對中測量模式,已一端鏜排為基準,調節另一個鏜排位置,已達到2個鏜排對鏜過程中在一個回轉中心線上,具體后面軸對中測量功能有詳細介紹


3、樘桿繞度(D75激光發射器+M激光接收器)
直線度測量軟件,測量距離為40米, 精度為0.001mm ;

測量步驟:
①粗調激光,使激光在近點和遠點均打到靶上) ;
②將探測器放置在近點,記錄測量值,將探測器放置在遠點,記錄測量值;
③將首艉兩個測量點的測量值置0;
④將探測器依次放置在每個測量點;
⑤記錄測量值,得到軸的直線度;
注意:探測器在軸上的放置位置均為12點位置(角度顯示為0度)。
拓展功能:如果將激光調整為基準線,可做鏜排定位。
4、克令吊法蘭平面度,機座平面度(D22激光發射器+M激光接收器)
法蘭(平面度)軟件測量距離80米, 精度0.001mm;
測量步驟:
①把D22激光發射器放在法蘭上,調整D22激光在位置1、位置2和位置3打到探測器靶內;
②依次按照預先輸入的點數開始測量,得出法蘭平面度和激光面的偏差,(注:本儀器在測量法蘭平面度時還可測出法蘭在焊接時是否有上內傾斜還是上外傾斜);
注:本儀器測量時對工件的擺放角度和位置沒有特殊要求,不需專門吊起來測量平面度。

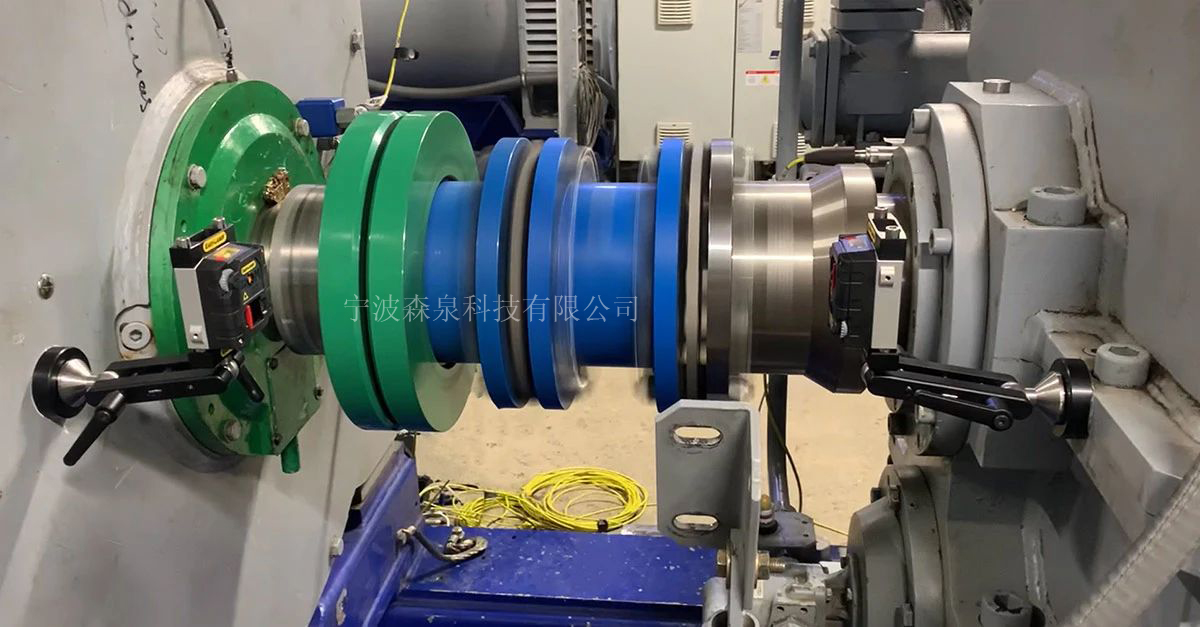
5、艉軸水平軸對中和立軸對中(S,M測量單元激光發射和接收器)
水平機械對中、軟腳測量、垂直機械對中、實時測量軟件, 測量距離20米, 精度0.001mm ;
用激光發射器S和M固定在軸的兩端,輸入距離尺寸,在任意360度的轉軸上任意采集三點,得出高低,水平方向的位移偏差和角度偏差,且給出了實時調整的數值.可邊調整,邊顯示結果,調到要求范圍內.立軸直接告訴用戶每個螺栓的調整量和加減的墊片實時調整.

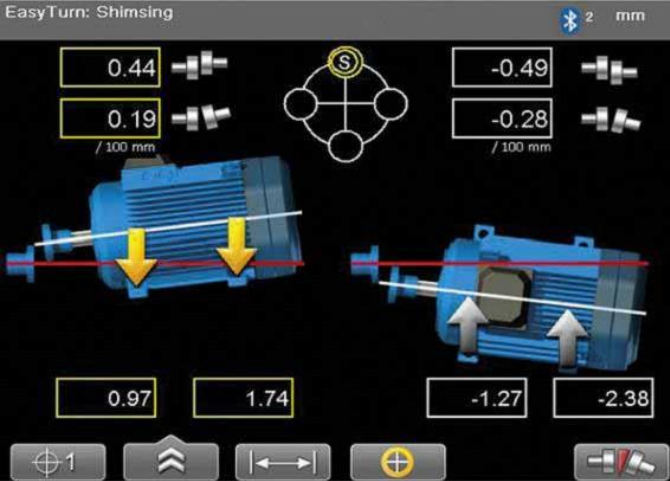
3D 對中測量結果:圖型加調整方向指式,
6、軸承孔圓度測量(D75激光發射器+M激光接收器)
多點孔同心度測量(橢圓度)測量大直徑100-4000mm, 精度0.001mm ;
把激光發射器放在孔的下方在底軸承找到孔的中心,把接收器放到孔的上軸承孔調好激光的角度.讓激光多打在接收器內.開始測量,在底軸承采集兩個點,中間軸承采集兩個點,上軸承位采集兩個點,得出孔的0-180度的偏差和-90-90度的偏差同時測出孔的圓度,看加工孔是否是橢圓 。
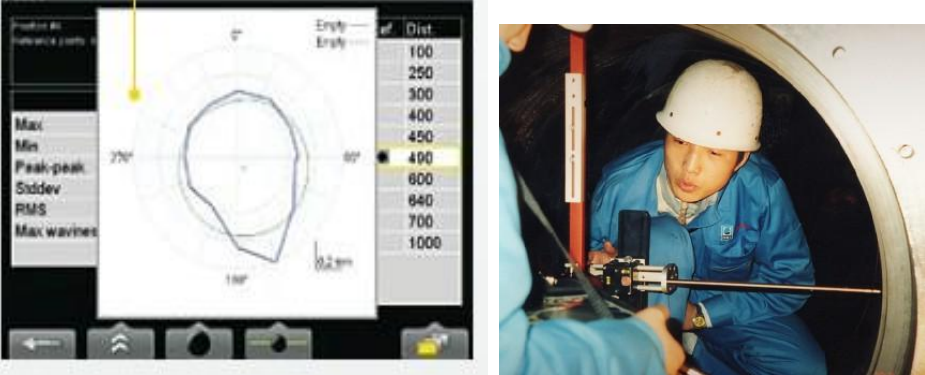
橢圓度結果圖型和數值顯示.