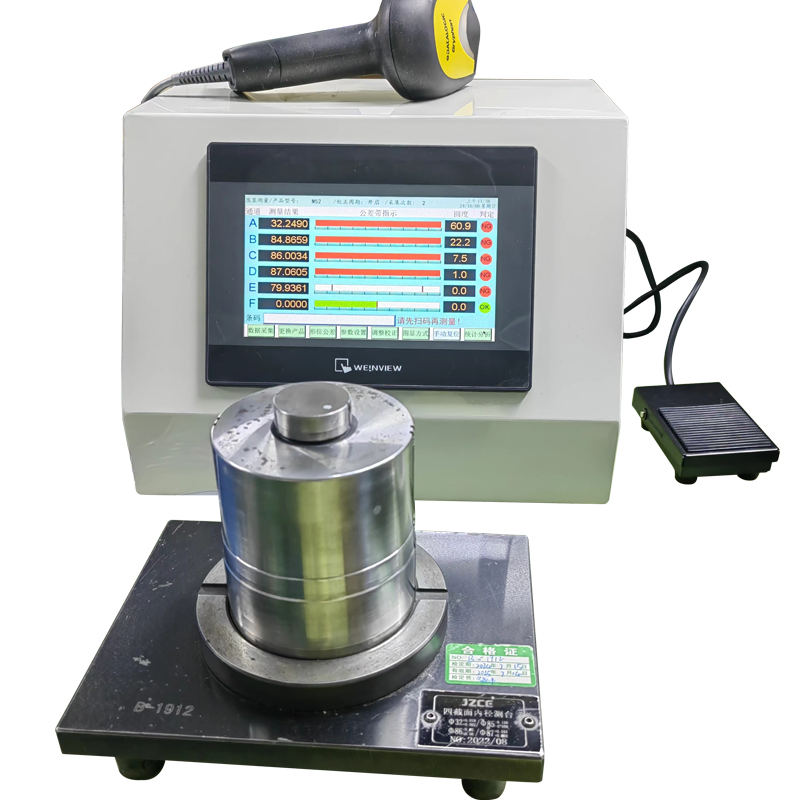
氣動量儀SPC工作站可直接顯示各通道被測尺寸的測量值。根據預先設定的工件尺寸公差界限,用軟件模擬光柱及顏色指示出被測工件合格與否,操作簡便直觀。并配有外接報警燈不合格聲音報警提示。測量數據通過外接觸發按鈕保存到歷史數據庫存,以方便提供給后期質量管理人員對相應產品測量數據的追朔與查詢。能夠進行數理統計、分析、圖表繪制及測量數據存儲、導出和備份,可對加工機床進行工藝能力指數CP值、CPK值,PP、PPK值的計算和評定。對歷史數據分析計算合格率、不合格率并導出分析報表;測量數據超差時雙色燈報警。超差判定界限可調,配置有名義尺寸、公差界限、標準件值設定等功能以滿足不同工藝和不同工件的測量需求。
測量產品:根據被測產品柔性測量(換測頭);
測量方式:手持測量、觸發保存數據;
測量節拍:2~3秒/參數;(視操作工熟練程度,數據反應時間≤300ms)
測量原理:比較測量(配相應氣動測頭)
測量范圍:≤50μm
重復精度:≤0.5μm
分辨率:≤0.2μm
線性誤差(測量精度):≤1.0μm;
4小時穩定性:≤1.0μm;

氣動量儀SPC工作站要點說明:
1、工件形位偏差和誤操作對測量結果的影響不屬設備的檢測誤差。
2、該方案軟件臺為中文版軟件,臺為英文版軟件;
3、氣測校與工件180度和90度方向測量時,測量結果相差小于等于0.001mm;
4、氣管長度增加到3米時,數據反應時間為800毫秒,氣管長度增加到5米時,數據反應時間為1600毫秒。
使用環境:
①交流電源 AC220V±10% 帶安接地零線;
②環境:溫度范圍-10-50℃,相對濕度30-95%時,能保持長時間連續正常工作。溫度變化梯度小于10℃/h;
③不得在強磁場、強電場及強震動等場合使用
④遠離腐蝕性液體及物品
⑤清除工件表面油污、雜質(切屑)、飛邊、毛刺,允許有少量油膜存在。
⑥潔凈干燥壓縮空氣,供氣壓力0.5~0.6 Mpa。
氣動測量性能參數表:
測量范圍(量程) | 20μm | 50μm | 100μm |
分辨率μm | 0.1 | 0.2 | 0.5 |
重復性μm≤ | 0.2 | 0.5 | 1 |
線性μm≤ | 0.4 | 1 | 2 |
4小時穩定性μm≤ | 0.4 | 1 | 2 |

SPC工作站的檢測過程:
1、測量原理
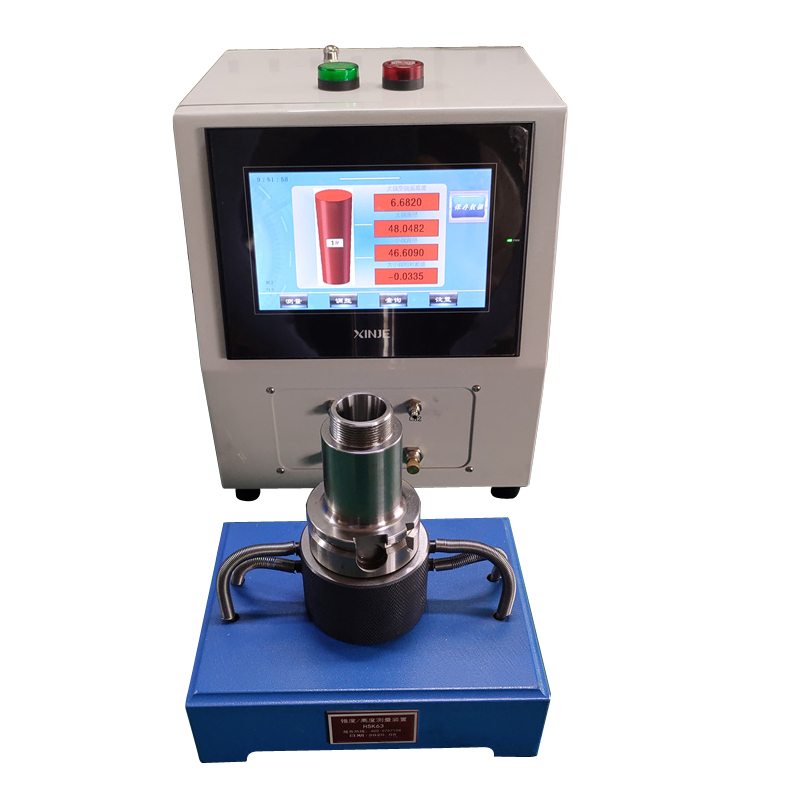
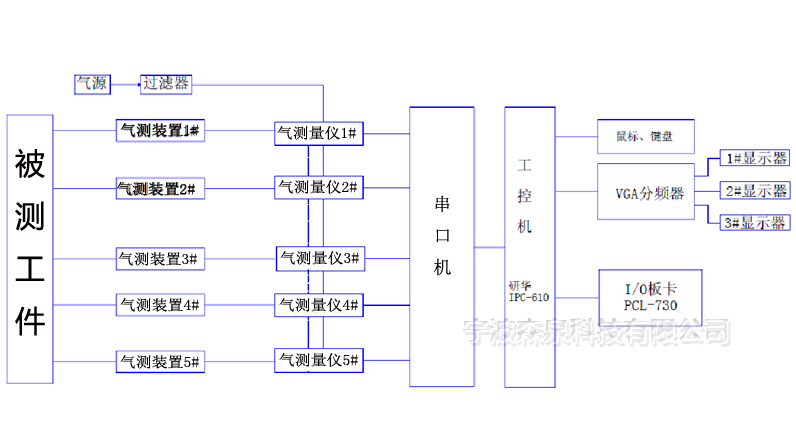
SPC工作站的氣電測量原理是利用噴嘴體與被測工件之間微小間隙的變化會引起氣體壓力變化,經高精度氣電轉換器把氣體壓力變化轉換為電壓信號。電感測量原理是利用LVDT直線位移傳感器將工件的形位變化經高精度運算放大和整形電路處理后轉換成電壓信號。將這兩種電壓信號送至AD板卡對模擬電信號量進行數據采集和數字處理,并采用工控機技術,建立Access數據庫,軟件界面可直接顯示各通道被測尺寸的測量值。根據預先設定的工件尺寸公差界限,用軟件模擬光柱及顏色指示出被測工件合格與否,操作簡便直觀。并配有外接雙色報警燈指示被測工件狀態結果。測量數據通過外接觸發按鈕保存到歷史數據庫存,以方便提供給后期質量管理人員對相應產品測量數據的追朔與查詢。

2、測量方式及時序
工件測量方式:每個便攜測量裝置(測頭)配置套放大處理單元,個可放置測量裝置的懸掛架,當操作者拿起個測量裝置時,該測量裝置的接近開關觸發信號給工控機,工控機控制該測量裝置的電磁閥開啟接通氣源(電測裝置無電磁閥),此時測量系統將高亮度、動態顯示此測量裝置的測量數據,方便操作人員現場操作使用,測量裝置上配置有數據保存按鈕,按下手柄按鈕鎖定當前孔位的測量值,并保存至數據庫,該孔位檢測完成,軟件會依據預設的測量參數判定測量數據的合格與否,合格數據高亮度顯示為綠色,不合格數據顯示為紅色,同時雙色報警燈也將點亮對應顏色并預警。

工件測量時序:人工拿起掃碼槍掃描二維碼→人工拿起測量裝置接近開→關觸發信號給工控機,工控機控制對應電磁閥接通氣源→將測量裝置放入工件中→對應測量裝置測量參數在測量系統將直觀、高亮、動態顯示,軟件動態計算測量值→按下手柄按鈕→測量數據保存并評定測量結果,綠色標注為合格、紅色標識為不合格→重復以上測量步驟將完成其它通道測量。
3、測量過程說明
①設置產品規格參數;
②用上下標準件調整并校正系統零位和倍率
③取下測頭,與該測頭對應的接近開關感應到信號反饋給計算機,計算機通過軟件編程控制與該測頭對應的電磁閥啟動,測頭通氣,可對工件進行相應參數的檢測。操作人員手持氣動測量頭并放在測量部位,即刻顯示測量結果,按下手柄上的保存按鈕,數據保存完成,測量完成后,將測頭放回對應的懸掛架上,接近開關反饋信號,此測頭氣流自動斷開,測量完畢;依次逐測量各通道參數;
④測量過程中有雙色報警燈實時顯示通道判斷結果,OK亮綠燈,NG亮紅燈并發出蜂鳴報警聲。所有測量數據可通過工控機的USB接口進行數據備份存檔;
⑤數據保存說明:放入工件,軟件開始動態采集數據,按下手柄測量按鈕測量值保存至歷史數據庫。(數據庫權限放開可供其他設備讀取)
⑥SPC分析說明:所有統計分析是以保存的工件實際值進行運算處理,建立報表;是針對工件的各個測量部進行分析計算,如工件上有多個測量部時,可通過軟件篩選參數名稱,并設定該通道的測量個數建立新項目數據報表對整個工件的各測量部進行分析評定。

氣動量儀SPC工作站設備配置
1、工作臺材料選擇:
工作臺采用鋁型材結構或槽鋼制
2、主要元器件的選用
為保障綜合測量機動作的正常運行,為保證測量的高精度、高可靠性,本設備關鍵部位選用高品質進口元器件。
3、電控系統
采用研華IPC-610G工控機系統,21寸飛利浦液晶顯示器,硬盤500G,內存2G,CPU雙核P4以上配置。配置PCL-813B A/D采集板卡、PCL-730 I/O控制板卡,三色報警裝置,20路精密氣電轉換單元,手動按鈕控制單元及氣源控制單元,工控機主板及配套板卡均采用研華標準配置,方便后期升和維護。氣源處理單元配置三空氣過濾器。
可以提供用以計算機聯網控制的標準RS232或485輸出接口,便于以后的聯線控制及數據在線采集和管理,提升生產線的測量管理水平。并可選配打印機,方便進行現場數據打印。
4、SPC軟件系統
能夠進行數理統計、分析、圖表繪制及測量數據存儲、導出和備份,可對加工機床進行工藝能力指數CP值、CPK值,PP、PPK值的計算和評定。可對歷史數據分析計算合格率、不合格率并導出分析報表;測量數據超差時雙色燈報警。超差判定界限可調,配置有名義尺寸、公差界限、標準件值設定等功能以滿足不同工藝和不同工件的測量需求。系統配置有故障自診斷、提示及保護功能等。
氣動量儀SPC工作站測量系統軟件簡介:
此檢測系統是基于WINDOWS平臺開發的應用程序,中文操作界面,具有操作簡單,安可靠,使用方便,維護簡單,軟件界面顯示直觀化、能用圖形指導測量,自動保存測量數據,增加測量項目時方便擴展等點。
此檢測系統主要功能包含調整校對、參數設置、測量采集、用戶管理、修改密碼、圖示測量、SPC數據分析、測量數據導入導出、數據在線打印(需協議說明)、合格率統計、通道篩選組合工件及編號查詢等功能,SPC數據分析模塊包含計量型控制圖(不合格品率p圖、不合格品數nP圖、單位產品不合格數u圖、不合格數c圖)、計量型控制圖(X-R圖、X-S圖、X-MR、MX-R和直方圖分析)。
測量軟件系統啟動后要求選擇當班人員、班次等信息,并且可輸入自己的登錄密碼,只有輸入正確的登錄密碼,方可啟動測量系統,從而保證測量數據的正確性和非設備操作員的誤操作,進步提高測量數據的準確性。