氣動量儀SPC統計分析軟件
主要功能包含參數設置、測量采集、SPC數據分析、測量數據導入導出、數據查詢等功能,SPC數據分析模塊包含X-R圖、直方圖和正態概率圖分析。
測量軟件包含參數設置、數據分析、判定關閉、批號設置、數據導出、合格超差個數統計。

氣動量儀SPC測量工作站概述 :
設備名稱:SPC工作站;
測量產品:配置氣動量儀檢測的全部產品;
測量路數:50路,配置50套無線發射模塊,一套無線接收模塊,可連接車間50臺氣動量儀。
測量方式:手持測量、觸發保存數據;
測量節拍:2~3秒/參數;(視操作工熟練程度,數據反應時間≤300ms)
測量原理:比較測量(配相應氣動測頭和電子式氣動量儀)
測量范圍:±25μm
重復精度:≤0.5μm
分辨率:≤0.5μm
線性誤差(測量精度):≤1.0μm;
4小時穩定性:≤1.0μm;
要點說明:工件形位偏差和誤操作對測量結果的影響不屬設備的檢測誤差,SPC實現多臺應用,各氣動量儀會相互調動,操作工按確認(需要用筆記本電腦操作),如果有干擾,會產生接線功能。
使用環境:
①交流電源 AV220V±10% 帶安全接地零線;
②環境:溫度范圍0-60℃,相對濕度30-95%時,能保持長時間連續正常工作。溫度變化梯度小于10℃/h;
③不得在強磁場、強電場及強震動等場合使用
④遠離腐蝕性液體及物品
⑤清除工件表面油污、雜質(切屑)、飛邊、毛刺,允許有少量油膜存在。
⑥潔凈干燥壓縮空氣,供氣壓力0.5~0.6 Mpa。
工作站的檢測過程:
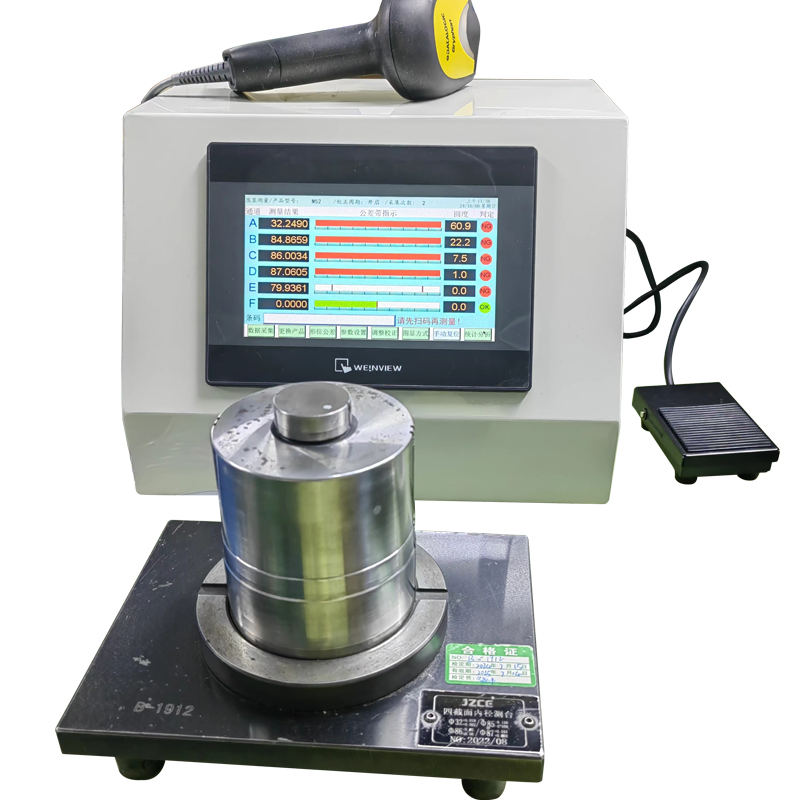
1、測量原理
本工作站的氣電測量原理是利用噴嘴體與被測工件之間微小間隙的變化會引起氣體壓力變化,經高精度氣電轉換器把氣體壓力變化轉換為電壓信號。這種電壓信號經電子式氣動量儀處理運算后換算成測量值,由外部按鈕觸發后將測量值送至串口板卡,并采用工控機技術,建立Access數據庫,自動保存數據,軟件界面可直接顯示各臺電子柱上傳的測量值、最大值、最小值,并自動計算徑差值。數據測量界面根據軟件預先設定的工件尺寸公差界限,用軟件模擬指示燈及顏色指示出被測工件合格與否,操作簡便直觀。本測量系統應用了數據庫技術,極大的方便了后期質量管理人員對相應產品測量數據的追朔與查詢。
2、測量及傳輸方式
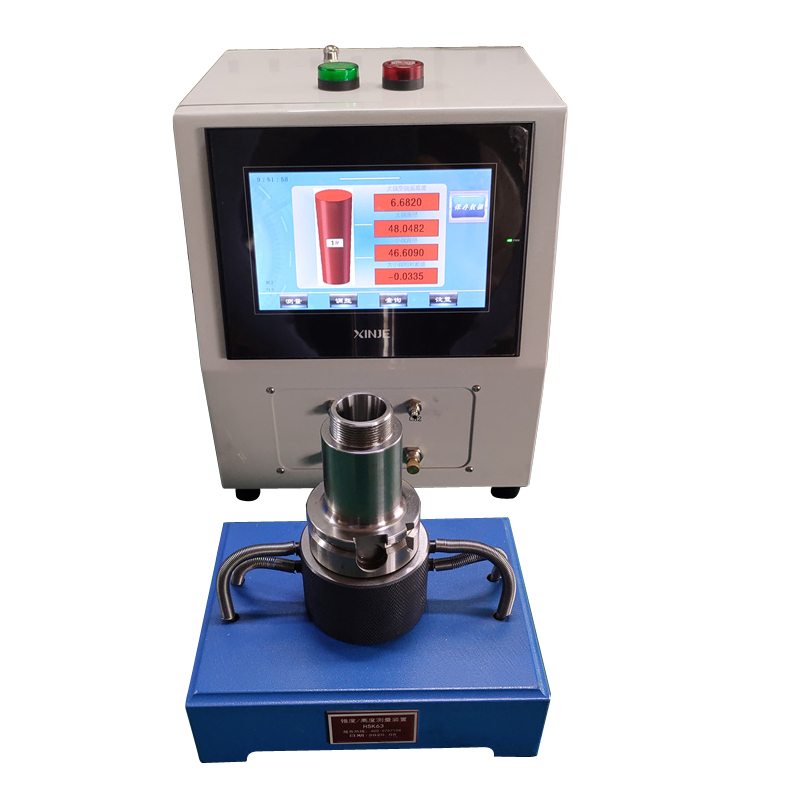
工件測量方式:當操作者拿起一個測量裝置放入工件,此時電子柱將動態顯示此測量裝置的測量數據,轉動工件,電子柱自動跟蹤工件轉動過程中的最大值和最小值,測量完成后按數據存儲按鈕,電子柱通過無線收發模塊,將數據發送至數據處理主機(電腦),采用VGA分頻技術,在車間配置大屏幕液晶電視,實現電腦顯示屏和車間電視屏畫面同步。
3、測量過程說明
⑴ 設置產品規格參數;
⑵ 用上下標準件調整并校正電子柱零位和倍率;
⑶ 數據采集說明:手動將測量頭放入工件,電子柱顯示測量結果,按下保存按鈕量儀通過串口將當前量儀測量相關信息發給電腦,通過軟件編程自動解析、判斷數據,并將所有測量相關信息保存至歷史數據庫,以供后期處理分析。
三、設備配置
1、主要元器件的選用
為保障設備的正常運行,保證測量的高精度、高可靠性,本設備關鍵部位選用高品質進口元器件。
2、電控系統
在車間配置65存液晶電視,高性能數據處理主機,22寸液晶顯示器,硬盤500G,內存2G,CPU雙核P4以上配置。
3、SPC軟件系統
能夠進行數理統計、分析、圖表繪制及測量數據存儲、導出和備份,可對加工機床進行工藝能力指數CP值、CPK值的計算和評定。超差判定界限可調,配置有名義尺寸、公差界限設定等功能以滿足不同工藝和不同工件的測量需求。系統配置有故障自診斷、提示及保護功能等。
測量系統軟件簡介:
此檢測系統是基于WINDOWS平臺開發的應用程序,全中文操作界面,具有操作簡單,安全可靠,使用方便,維護簡單,軟件界面顯示直觀化、能用圖形指導測量(定制),自動保存測量數據,增加測量項目時方便擴展等特點。
此檢測系統主要功能包含參數設置、測量采集、SPC數據分析、測量數據導入導出、數據查詢等功能,SPC數據分析模塊包含X-R圖、直方圖和正態概率圖分析。參數設置和新建測量項目需輸入管理員密碼才可使用。軟件檢測到超差數據后自動鎖定SPC系統,須相關人員對超差原因進行分析處理后輸入管理員密碼才可重新啟用。
軟件使用介紹:
本測量軟件包含參數設置、數據分析、判定關閉、批號設置、數據導出、合格超差個數統計。 參數設置功能模塊包含工件被測尺寸設置、公差帶設置以及最大值、最小值、徑差值的判定范圍設置,數據采集界面的各項數據顯示單元可通過面板控制開關選擇是否開啟,動態監控圖可通過控制圖選項來設置需要監測的工藝過程。軟件界面圖參考:
數據采集界面

SPC分析界面

參數設置界面